Proceso de producción detallado para inodoros y lavabos de cerámica.
1. Descripción general
Los lavabos de cerámica, los lavabos bajo encimera, los lavabos de arte y los inodoros de cerámica pertenecen a productos cerámicos y sus procesos de producción son similares. Las características de los inodoros y lavabos de cerámica son las siguientes:
(1)Después de calentarse a 1280 grados Celsius, el producto está verdaderamente completamente vitrificado, con las ventajas de resistencia a altas temperaturas, resistencia al desgaste y no absorción de agua; Los inodoros y lavabos de cerámica FOSHAN OVS son todos productos de alta temperatura.
(2) Fórmula de esmaltado especial, superficie de esmaltado suave y delicada, buena resistencia al desgaste, buena resistencia a la suciedad, fácil de limpiar.
(3) El uso a largo plazo garantiza una apariencia como nueva.
(4)En comparación con los materiales de mármol y piedra artificial, los lavabos y los inodoros de cerámica son más económicos y tienen una mayor relación costo-beneficio.
2. Resumen del proceso de producción 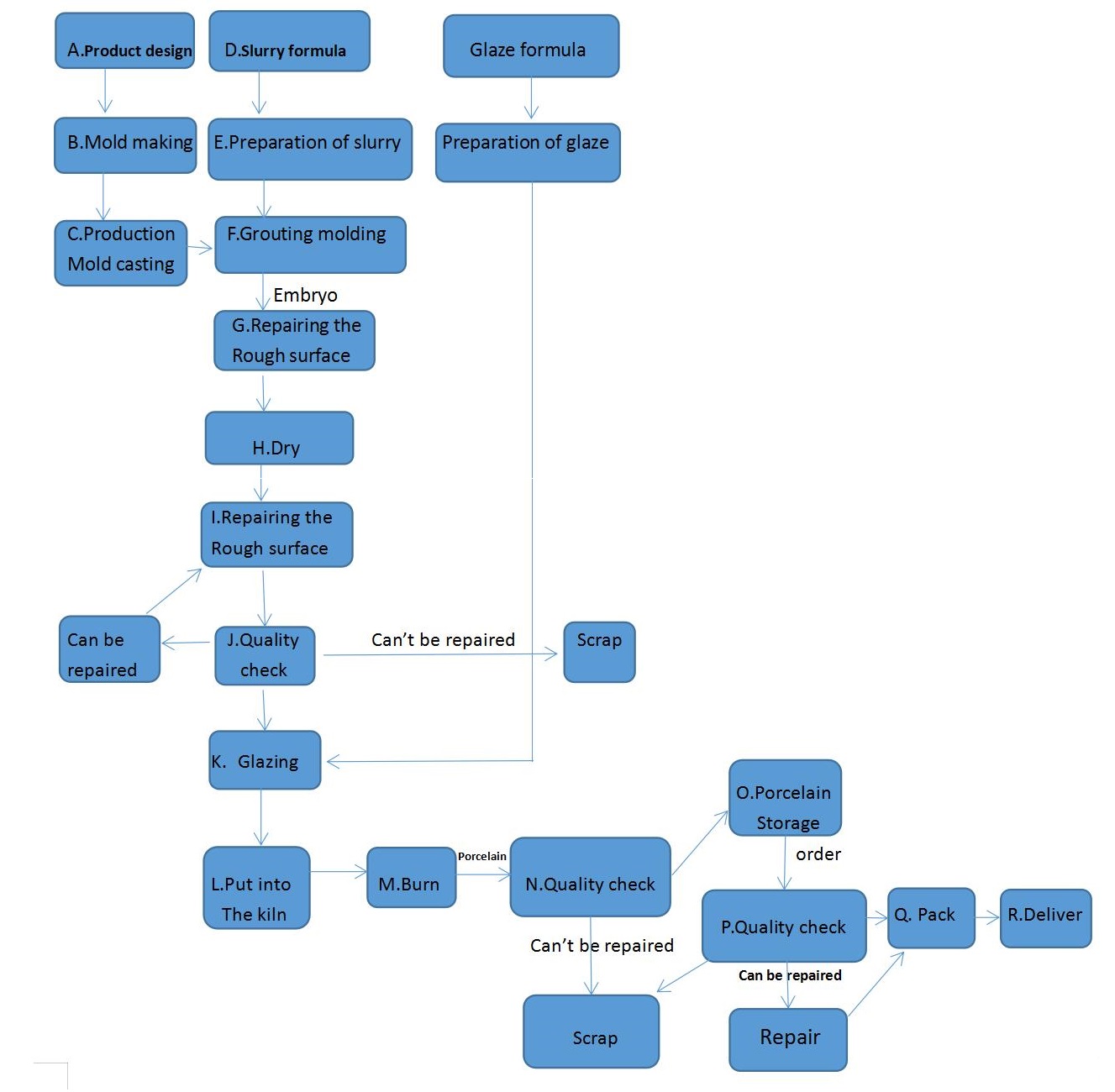 3、Proceso de producción detallado
3、Proceso de producción detallado
A.Diseño de producto
(1) El cliente proporciona muestras físicas o dibujos detallados, especificaciones del producto y requisitos de calidad. Es necesario comprender la cantidad y frecuencia de los pedidos por lotes del cliente, los requisitos de tiempo de envío y otra información.
(2) Nuestro equipo de investigación y desarrollo estudiará el estilo y los parámetros del producto para determinar si acepta el pedido OEM.
B.Fabricación de moldes
(1)Si se recibe un pedido, el costo del molde se confirmará en función de la evaluación de la dificultad de producción del producto por parte del personal de I+D, la cantidad del pedido del cliente y los requisitos de tiempo de entrega. También se proporcionará el precio estimado del producto y se informará al cliente de que el precio de venta real puede variar debido a la situación de desarrollo real. Una vez que nuestra empresa reciba el costo total del molde, el personal de I+D comenzará a fabricar moldes de prueba. Generalmente, se necesitan unos 45 días para hacer un molde de prueba de yeso y unos 7 días para un molde de prueba seco. Luego, los productos de prueba se fabricarán mediante moldeo por inyección, generalmente de 3 a 5 muestras, lo que demorará entre 15 y 25 días (dependiendo de las condiciones climáticas, si es la temporada de lluvias, el tiempo de secado se extenderá y el progreso será más lento). Después de la cocción, se medirán las especificaciones y se realizarán pruebas funcionales, y se enviarán muestras al cliente para confirmar los detalles.
(2)Después de que el cliente confirme el producto de prueba, deberá realizar un pedido al por mayor y pagar un depósito. Una vez que recibamos el depósito, nuestra empresa comenzará a fabricar moldes maestros de resina y moldes de producción de yeso. Una vez que los moldes de producción de yeso estén completamente secos (lo que demora aproximadamente 45 días en total), comenzará la programación de la producción.
(3)Proceso de producción: diseño de dibujo en 3D, escultura manual del modelo original, fabricación de un molde maestro de resina y uso del molde maestro para producir moldes de yeso para moldeo e inyección. Estos moldes de producción de yeso tienen las ventajas de una rápida absorción de agua, un tiempo de solidificación corto y un bajo costo. Los moldes de producción se pueden usar y desechar aproximadamente 100 veces. Los moldes maestros de resina, ya sea que se usen o no, se desecharán en un plazo de un año y medio a dos años.
C. Fundición en molde de producción: Los inodoros de cerámica serán un poco diferentes de los lavabos de cerámica.
Actualmente, existen tres tipos principales de equipos de producción: línea de producción de lechada de alta presión, línea de producción de moldes de fundición vertical y línea de producción y formación de moldes de pavimento.
| Línea de producción de lechada de alta presión | Línea de producción de moldes de fundición | colocado en la línea de producción de tierra | |
| Velocidad de producción | Rápido | medio | lento |
| Calidad del producto | Alto | Alto | bajo |
| Características del producto correspondientes | Productos de gran venta | Productos adecuados para grandes volúmenes, pesados y difíciles de mover manualmente. | Productos con volumen de ventas promedio |
| Precio | Aproximadamente 0,5 millones de RMB por línea de producción | Aproximadamente 50.000 RMB por línea de producción | 500-1000 RMB por unidad |
| Material del molde | Resina | Yeso | Yeso |
| Esperanza de vida | Varios miles de veces | Unas 100 veces | Unas 100 veces |
| Características de producción | Producción en masa, deténgase si desea detenerla | Producción en masa , el molde se desechará si la producción se detiene a mitad de camino. | Hazlo si quieres hacerlo, detente si quieres parar. |
| Requerimientos para los trabajadores | Pequeña cantidad | cantidad media | ponchada |
| Cantidad de producción por tiempo | Aproximadamente cada 70 minutos, aproximadamente 20 a la vez | Aproximadamente cada 4-5 horas, alrededor de 2-5 a la vez. | Una vez cada 6 horas aproximadamente, uno a la vez. |
Los materiales cerámicos de arcilla y de esmalte tienen ingredientes similares, pero proporciones diferentes. Los componentes principales incluyen feldespato, cuarzo, óxido de hierro, óxido de circonio, polvo de aluminio, óxido de magnesio y colorantes. Los ingredientes se pesan según los diferentes tipos de arcilla y materiales de esmalte.
FOSHAN OVS realizará una inspección diaria de la materia prima de laboratorio que incluye: arcilla y esmalte.
Arcilla: finura, gravedad específica (incluido el contenido de agua), contracción, resistencia, resistencia a la flexión, comportamiento de flujo.
Esmalte: comportamiento de flujo, reología, finura, gravedad específica, diferencia de color, flujo a alta temperatura, tiempo de secado, idoneidad para esmaltado de bizcocho (para controlar la estabilidad térmica).
E.Preparación de la lechada
Cada empresa tiene su propia proporción única.
Proceso de producción de lechada y esmalte: molienda de bolas, tamizado (la lechada se tamiza en la piscina de lechada, el esmalte se tamiza en la piscina de esmalte o tanque de esmalte), eliminación de hierro, almacenamiento (la lechada y el esmalte se almacenan durante una semana antes de su uso para aumentar la densidad del cuerpo y evitar la deformación, al mismo tiempo que se eliminan las impurezas de partículas grandes y las burbujas en la lechada).
F.Moldeado de lechada
Inyección: Inyección en el molde poroso (principalmente molde de yeso), donde el agua es absorbida por el molde. Vertido: Uso de tuberías insertadas para drenar el exceso de lechada del fondo. Desmoldeo: Retirada de la pieza en bruto del molde y montaje y perforación (orificio de grifo, orificio de rebose, orificio de drenaje, orificio de instalación, etc.) según sea necesario. Utilizando lechada para formar una pieza en bruto semiterminada en el molde de yeso, cada producto moldeado requiere que se combinen al menos dos módulos.
(1)Inyección a alta presión controlada por ordenador: lavabos de cerámica
Después de que la lechada filtrada se inyecta en el molde mediante la máquina, todas estas operaciones son controladas por la computadora. Desde la lechada hasta el desmoldeo, toda la línea de producción demora aproximadamente 70 minutos. Hay aproximadamente 20 juegos de moldes en una línea de producción. 
(2) Línea de producción de moldes de fundición para moldeo por inyección: inodoros de cerámica
La lechada preparada se inyecta en el molde a través de una tubería y el tiempo de inyección requerido se determina en función del tamaño del producto. El tiempo de inyección continua es de aproximadamente 3 horas y media a 4 horas, y se necesita una hora adicional para retirar la lechada. Después del tiempo y los pasos requeridos, se puede descubrir el molde y luego se debe perforar el inodoro. Además, es necesario tener en cuenta que se debe aplicar una película fina al inodoro terminado, ya que pueden producirse grietas durante el proceso de contracción. De aproximadamente 500 inodoros fabricados en un mes, puede haber entre diez y veinte con daños, pero las piezas dañadas se pueden volver a moldear. El inodoro formado debe alcanzar una cierta dureza antes de poder colocarse en posición vertical, lo que requiere tiempo durante la noche. 
(3)Molde de suelo: lavabos de cerámica
El molde de piso es el método de producción más primitivo. Solo se puede hacer un molde de piso en un día, y se pueden hacer alrededor de 26-27 piezas en un mes. La lechada se realiza manualmente y se necesitan 6 horas para abrir el molde. Cada tubo de lechada tiene un interruptor, que se abre durante aproximadamente 5 horas y luego se cierra. Hay un recipiente en la parte superior del molde, y se debe agregar lechada adicional al recipiente. Después de que se hace y se forma la pieza en bruto, se desmolda y luego se hacen los agujeros. Los agujeros se hacen utilizando moldes fijos, por lo que la desviación dimensional no será significativa. El orificio de desbordamiento del lavabo de cerámica es de 2,2 CM con una tolerancia de más o menos 2 MM, el orificio del grifo es de 3,5 CM con una tolerancia de más o menos 3 MM y el orificio de drenaje es de 4,5 CM con una tolerancia de más o menos 3 MM. Los moldes para hacer agujeros generalmente se reemplazan después de aproximadamente seis meses de uso. Después de esperar 30 minutos, se puede dar la vuelta a la pieza en bruto y dejar que se seque al aire. 
(4)Molde para inodoro: inodoro de cerámica
Hay dos modelos de moldes de piso de inodoro de cerámica, uno es la carcasa y el otro es el revestimiento interior. Solo cuando estos dos moldes se combinan juntos se puede formar un inodoro de cerámica moldeado perfecto. Para inodoros de cerámica de baño con una artesanía complicada, no se puede utilizar la inyección a máquina, por lo que solo se pueden hacer a través de moldes de piso. Después de la inyección, el inodoro debe dejarse durante un día antes de que la carcasa y el revestimiento interior se puedan pegar. Se utiliza barro para el proceso de pegado. Después del pegado, el inodoro de cerámica del baño debe dejarse durante la noche para que se lleven a cabo los procesos de modelado y perforación.
G.Reparación de la superficie rugosa
Después de que el cuerpo del inodoro se haya dejado reposar durante la noche y haya alcanzado cierta dureza, los trabajadores podrán colocarlo en la posición correcta al día siguiente. Luego, pueden usar papel de lija para realizar el pulido inicial, reparar el embrión y perforar el inodoro.
Actualmente, los lavabos de borde fino se pueden pulir superficialmente de forma mecánica y automática, lo que permite el funcionamiento simultáneo en varios cuerpos. 

H.Seco
El cuerpo del lavabo tarda unos 7 días en secarse al aire de forma natural, mientras que el inodoro tarda unos 10 días. El inodoro del baño también se puede colocar en la sala de secado después de 5 días de secado al aire natural y dejarlo otros 4 días para que se seque por completo. Sin embargo, el inodoro del baño hecho con un molde de mampara tarda 14 días en secarse por completo debido a su mayor tamaño. La calidad del secado rápido en la sala de secado no es tan buena, ya que el secado demasiado rápido puede provocar grietas. Durante el proceso de secado, el tamaño del cuerpo se reducirá gradualmente. 
I.Reparación de la superficie rugosa
Una vez que el inodoro de cerámica y el lavabo de cerámica están completamente secos, es necesario realizar un recorte más detallado: bordes, pulido y eliminación de polvo.
J. Control de calidad
Limpieza con aceite: aplique queroseno al inodoro de cerámica del baño y al cuerpo del lavabo de cerámica para verificar que no haya grietas.
Aplicación de agua: Aplique una capa de agua sobre el cuerpo de cerámica del inodoro y del lavabo y observe bajo una luz intensa para comprobar si hay problemas como poros, impurezas, grietas y burbujas. Si se encuentran estos problemas, se deben reparar de inmediato mediante lijado. Después de la inspección, se debe pulir el cuerpo para permitir que el esmalte se adhiera mejor. Cuanto más lisa sea la superficie, menos se adherirá el esmalte. Por último, se debe volver a quitar el polvo.
K.Esmaltado
Existen máquinas para el esmaltado automático y máquinas para el esmaltado manual.
El esmalte se rocía uniformemente sobre el lavabo de cerámica y el cuerpo del inodoro del baño. En el caso de los inodoros, se requiere una operación manual para esmaltar las tuberías, lo que garantiza que el esmalte se distribuya uniformemente en el tubo de desagüe del inodoro, lo que hace que las tuberías sean más lisas y evita eficazmente los bloqueos. Después del esmaltado, los bordes del producto y los bordes internos de varios orificios en el cuerpo deben limpiarse y rasparse para evitar que la acumulación de esmalte afecte la calidad del producto.
L.Ponlo en el horno
Apila el lavabo de cerámica y el cuerpo del inodoro del baño en el carro del horno para prepararlo para la cocción en el horno. En el carro del horno, el lavabo de cerámica y el cuerpo del inodoro del baño deben estar sujetos por placas de silicona. Las placas de silicona para lavabos de bordes finos tienen un diseño hueco y las partes vacías deben coincidir con el tamaño del lavabo. Deben emparejarse y usarse una por una. Las placas de silicona para asientos de inodoro de baño y otros lavabos son planas y se pueden usar universalmente siempre que los tamaños sean aproximadamente los mismos, independientemente de los diferentes modelos. La vida útil de las placas de silicona es de aproximadamente un año y medio. Con el tiempo, las placas de silicona pueden deformarse y los productos se deformarán en consecuencia.
El espacio en el horno es fijo y la carga del horno pone a prueba la capacidad del maestro para utilizar el espacio del horno. Al apilar correctamente el lavabo de cerámica y el inodoro de baño, se pueden cocer más lavabos de cerámica y sanitarios de baño a la vez, lo que reduce los costos de producción. La posición de la pistola de llama en el horno también es fija. El maestro debe organizar el lavabo de cerámica y el inodoro de baño en función de la capacidad de los diferentes productos para soportar el calor. El lavabo más pequeño se puede colocar más cerca de la pistola de llama, mientras que el inodoro de baño más grande solo se puede colocar en el centro del horno. Para los cuerpos más grandes, es más probable que el calor intenso provoque grietas. 
M. Quemar
Productos semiacabados rociados con esmalte, formados en productos después de ser cocidos a una alta temperatura de 1280 ℃ en el horno.
Contracción durante la cocción: no más de 1,15
Tasa de absorción de agua: no más del 0,5%.
Tiempo de cocción: de 13 a 15 horas. Después de unas 13 horas de cocción, enfríe a 180 ℃ y manténgalo caliente durante 3 horas antes de sacarlo del horno. (Los diferentes hornos pueden tener tiempos ligeramente diferentes)
Temperatura de cocción: 1280℃
Proceso de cocción: zona de precalentamiento, zona de cocción, zona de enfriamiento.
Tipos de hornos: horno de lanzadera (puede cocer más de 300 lavabos de borde fino en un lote, más de 200 inodoros de cerámica y 1100 lavabos de cerámica)
Lavabos de colores: Hay dos métodos: 1. Rocíe directamente el esmalte de color en el horno y cocínelo a una temperatura alta de 1280 ℃, con un tiempo de cocción aproximadamente 1 hora más largo que la porcelana blanca común. 2. Rocíe el esmalte o aplique una película sobre la porcelana blanca y cocínelo a 800 ℃ durante 13 horas.
N. Control de calidad
Después de quemar el lavabo de cerámica y el inodoro del baño se descargan del horno, la temperatura de ellos todavía está cerca de los 100 grados. En este momento, se debe realizar una inspección de calidad inicial simple y una clasificación. El objetivo principal es identificar y descartar productos con grietas, deformaciones severas, daños, diferencias significativas en las especificaciones, depósitos de escoria densos, grandes áreas de poros, grandes poros y grandes áreas de decoloración que no se pueden reparar. Los lavabos e inodoros restantes deben inspeccionarse más a fondo para detectar ligeras deformaciones en la superficie pulida, pequeñas manchas amarillas y negras no densas. Los productos con estas condiciones que se pueden reparar deben clasificarse como productos de segundo grado, mientras que los productos que son perfectos e impecables deben clasificarse como productos de primer grado. Las cantidades de los productos terminados clasificados deben registrarse para el registro de inventario.
O.Almacenamiento de porcelana
Los inventarios de lavabos e inodoros de cerámica se almacenan sin montar hasta que se reciben los pedidos de los clientes, momento en el que se preparan para su inspección funcional, limpieza y embalaje.
Razones: 1. Incertidumbre en la impresión de embalajes para pedidos ODM, lo que imposibilita la impresión por adelantado.
2.Las cajas de cartón pueden verse fácilmente afectadas por la humedad con el tiempo, lo que reduce su capacidad para proteger los productos.
3.Apilar cerámicas vacías ahorra más espacio de almacenamiento para los productos.
P. Control de calidad
Inodoro de cerámica:
Es necesario comprobar la apariencia, la función de descarga y la función de instalación del inodoro.
Por lo general, el inodoro se prepara para la prueba de agua, la limpieza y el embalaje después de que estén disponibles todas las piezas necesarias, como los accesorios de agua, la tapa, la caja de cartón y los tornillos de la base de la brida. Una vez que todas las materias primas están listas, se necesitan aproximadamente 4 días para el embalaje y la prueba de agua, y aproximadamente 3 días para la preparación de los palés de madera. 
Al probar el agua, primero instale los accesorios de agua y selle el agua a una profundidad de 12 cm para almacenarla durante la noche. Luego, use agua roja para detectar si hay algún bloqueo de esmalte en el orificio de agua. Verifique también si hay grietas; las grietas menores se pueden reparar. Después de drenar el agua de lado, se puede envasar nuevamente.
La mayoría de las fugas en los inodoros se deben a una instalación incorrecta de los accesorios de agua.
Lavabo de cerámica:
(1) Verifique las dimensiones generales del producto; (Estándar de deformación: Dimensiones del borde esmaltado del lavabo cuadrado ±2 mm, borde sin esmaltar ±3 mm. Lavabo redondo ±1-1,5 mm)
(2) Verifique las dimensiones del orificio del grifo, orificio de desbordamiento y orificio de drenaje, así como la presencia de esmalte colgante y grietas en el esmalte; (orificio de desbordamiento 22 mm ± 2 mm; orificio del grifo 35 mm ± 3 mm; orificio de drenaje 45 mm ± 5 mm).
(3) Verifique si los centros de los tres agujeros están en línea recta.
(4) Verifique los cuatro lados.
(5)Verifique si hay suciedad, manchas o residuos en el esmalte; (dentro de un triángulo de 18 cm, no debe haber más de 3 manchas negras o manchas de óxido).
(6)Verifique la planitud del gabinete colgante.
Paquete Q
1) Los distintos productos tienen distintos métodos de embalaje. FOSHAN OVS también puede aceptar algunos métodos de embalaje personalizados por parte de los clientes. A excepción de algunos lavabos bajo encimera que se pueden envasar en juegos de 2 o 3, todos los demás productos solo se pueden envasar individualmente.
2) Embalaje estándar: Los lavabos se envasan en cajas de papel corrugado de cinco capas. Los lavabos de borde fino tienen una película de burbujas para proteger la superficie del lavabo y hay una espuma dura para sostener el espacio vacío dentro de la caja. Otros lavabos generalmente no tienen estos. Los inodoros se envasan en papel corrugado de siete capas y los inodoros de una pieza tienen espuma moldeada para proteger el tanque de agua y el asiento, mientras que los inodoros divididos no tienen espuma moldeada. Para obtener detalles específicos, consulte la carpeta de métodos de embalaje compilada por nuestra empresa.
3) Los tipos de embalaje personalizables incluyen: agregar protección de espuma en los seis lados, agregar protección de esquinas dentro de la caja para lavabos bajo encimera, embalaje con marco de madera, embalaje con paletas y embalaje con caja de madera para transporte aéreo, etc. La madera maciza generalmente es adecuada para uso doméstico y, si se exporta, debe someterse a fumigación. La madera contrachapada se puede utilizar para embalajes de exportación. (Chaozhou no produce paletas de madera maciza)
4) Los accesorios de agua y las tapas de los asientos de nuestros inodoros se instalan antes del envío. Esto es para facilitar a los clientes y también es una manera de brindar un buen servicio.
R. Entregar
Generalmente, todo el gabinete se carga directamente en la fábrica de Chaozhou, con FOB Xiamen y FOB Shantou como principales opciones. La carga LCL también se puede enviar al almacén de Foshan para transbordo, pero se deben reservar de 2 a 3 días hábiles para el embalaje antes del envío al personal del almacén.
